The complete manufacturing journey: From raw material to balanced crankshaft
Selection and preparation of raw materials
The manufacturing of a crankshaft starts with the careful selection of high-quality steel alloys, which are specifically chosen for their strength, durability, and resistance to wear and fatigue. The steel alloys often contain elements like carbon, chromium, and nickel to ensure they meet the rigorous demands placed on crankshafts in high-performance engines. Raw materials, typically steel billets or bars, are thoroughly inspected to ensure they meet quality standards and conform to the necessary specifications. This step is crucial because the material's composition and integrity form the foundation for the crankshaft’s performance. Once verified, the raw material is then prepared for the forging process, which includes cutting it to the appropriate size and preheating it to ensure optimal malleability.
Forging: Shaping the crankshaft's core
Forging is one of the most important steps in the crankshaft production process. The steel billets are heated to temperatures above 1200°C, which makes the metal malleable and ready for shaping. Powerful hydraulic presses or hammers are used to apply significant pressure, compressing the heated steel and forming it into the rough shape of the crankshaft. This step is crucial for aligning the grain structure of the metal, which significantly enhances the crankshaft’s strength, durability, and resistance to fatigue. Proper forging ensures that the crankshaft will withstand the high levels of stress and pressure it will face during engine operation. By aligning the grain flow, the resulting component has improved mechanical properties, making it more reliable and longer-lasting.
Initial machining and stress relief
After forging, the crankshaft undergoes initial machining to remove excess material and achieve a more refined shape. This step is followed by a stress relief process, where the forged crankshaft is slowly heated and cooled to relieve internal stresses caused by the forging process. This treatment ensures dimensional stability and prevents potential warping or cracking during subsequent manufacturing stages.
Secondary operations after forging: Machining, hardening and finishing processes
Precision machining operations
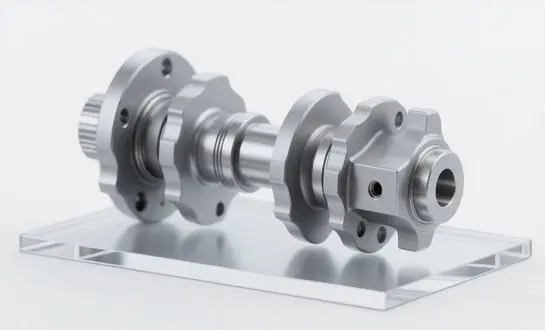
The crankshaft then undergoes a series of precise machining operations. Computer Numerical Control (CNC) machines are used to mill, drill, and grind the crankshaft to its final dimensions. This includes creating the main journals, rod journals, and counterweights. The machining process requires extreme precision, as even minute deviations can affect the engine's performance and longevity.
Heat treatment for enhanced durability
To improve the crankshaft's wear resistance and fatigue strength, various heat treatment processes are applied. Induction hardening is commonly used to selectively harden the journal surfaces while maintaining the core's ductility. This process involves rapidly heating the surface layers using electromagnetic induction, followed by rapid cooling or quenching.
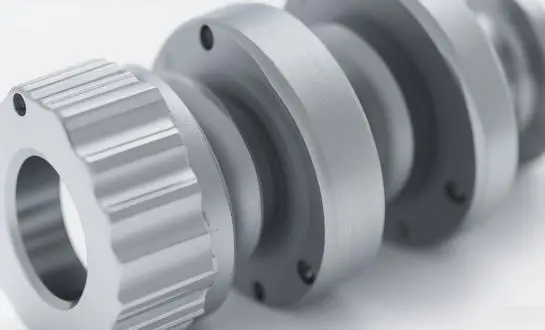
Final finishing and balancing
The final stages of crankshaft manufacturing involve meticulous finishing operations. The journals are precision-ground to achieve the required surface finish and dimensional accuracy. Polishing may be performed to further refine the surface. Importantly, the crankshaft undergoes a balancing process to ensure smooth operation at high rotational speeds. This involves adding or removing small amounts of material to achieve perfect balance, crucial for minimizing vibration and wear in the engine.
How non-destructive testing ensures crankshaft reliability
Magnetic particle inspection
Magnetic particle inspection is a non-destructive testing method used to detect surface and near-surface defects in ferromagnetic materials like steel crankshafts. The process involves magnetizing the crankshaft and applying fine magnetic particles to its surface. Any discontinuities or defects in the material will cause the particles to cluster, revealing potential flaws that might compromise the crankshaft's integrity.
Ultrasonic testing for internal flaws
Ultrasonic testing is employed to detect internal defects within the crankshaft that may not be visible on the surface. High-frequency sound waves are transmitted through the material, and the reflected signals are analyzed to identify any inconsistencies or flaws within the crankshaft's structure. This method is particularly effective in detecting subsurface cracks, voids, or inclusions that could lead to failure during operation.
Dimensional and surface quality inspection
Advanced metrology equipment, such as coordinate measuring machines (CMMs) and surface roughness testers, are used to verify the crankshaft's dimensional accuracy and surface quality. These inspections ensure that all critical dimensions, including journal diameters, lengths, and angular relationships, meet the specified tolerances. Surface roughness measurements confirm that the finished surfaces meet the requirements for optimal lubrication and wear resistance in engine operation.
In conclusion, the manufacturing process of a crankshaft is a testament to the precision and expertise required in modern engineering. From the initial forging to the final balancing, each step is crucial in producing a component that can withstand the extreme forces and conditions within an engine. As technology advances, manufacturers continue to refine these processes, pushing the boundaries of performance and reliability in crankshaft production. For more information about crankshafts and other oilfield products, please contact us at oiltools15@welongpost.com. Welong is committed to providing high-quality components for the oil and gas industry, ensuring optimal performance and longevity in demanding applications.